Most consumers think of manufacturing as nothing more than a long line of automated machines creating thousands of copies of the same product every day. We can thank the TV show How It’s Made for this assumption. But what is custom manufacturing?
In reality, manufacturing companies come in many different shapes and sizes.
In many cases, companies are looking for more than just a copy-and-paste product. Their needs may not be met by any mass-produced product currently on the market. Or they are looking to get an edge over competitors through a new and unique product.
This is why custom manufacturers exist. One of the main purposes of a custom manufacturer is to create a product specifically designed for each customer. We should know because we have been a custom manufacturer of nonwoven felt fabric for more than 30 years!
What Does Custom Manufacturing Mean?
Custom manufacturing is the process of designing, engineering, and manufacturing products with unique specifications for each customer. The size of orders can vary from small, one-off batches to large, mass-production runs.
The main difference between mass-produced products and custom-manufactured products is that with a custom manufacturer, you can expect to work with them through every step of the process.
This will usually begin with a meeting to discuss your needs and requirements. If they believe that your needs are within their abilities, then the design process can start.
Depending on the complexity of the product, the design phase can take between a few hours or a few months. But this step is crucial to making sure that the testing phase flows smoothly.
Once you are satisfied with the design and specifications of the proposed product, then single-batch production and testing can begin. This stage will most likely include multiple rounds to ensure that the finished product meets your needs.
Upon approval of a single product, larger batches can begin to be produced. At this point, the process will be similar to that of an off-the-shelf manufacturing company because they will have pinpointed the best way to manufacture your product.
Advantages of Custom Manufacturing
Exact Specifications
Off-the-shelf product manufacturers will often give you a variety of options. Their offerings are usually based on research into their industry’s needs. This model works well for the majority of buyers, but it leaves out a significant number of people who need slightly altered specifications for a specific reason like performance or price.
Custom manufacturers will ensure that your needs are met in terms of design, dimensions, performance, price, or any other specifications.
If you require a product that cannot be purchased from any other seller currently on the market, then you may be in the right position to start searching for a custom manufacturer.
Unique Product
A common issue companies run into is finding three or four different products that each satisfy 75% of their needs.
For example, Product A will meet all of the specifications, but it is too expensive. Product B will be suitably priced, but it is missing an important specification. And Product C will meet all specifications and pricing requirements, but the distributors aren’t reliable enough and you have heard poor things from colleagues who have worked with them.
Working with a custom manufacturer can solve each of these issues by bringing the best aspects of each product into a new, unique product specifically for your business.
Lower Cost
Many people hear about a custom product and immediately think, “Wow, that must be expensive.” But when it comes to custom manufacturing, this is usually not true.
One of the main goals of a custom manufacturer is to meet all the customer’s requirements and this includes price.
If you go to a custom manufacturer and tell them that everything on the market is above your budget, then they are going to work with you to design a product that you can afford.
For example, a customer approached us back in 2012 with a problem: they were buying an off-the-shelf product from one of our competitors but it wasn’t exactly what they needed and the price was too high. We began a round of research and development to help them solve this issue.
Soon, we had developed a product that met every one of their specifications.
But, it came in at 17% more expensive than the off-the-shelf product. However, because the product was developed to fit their exact needs, they were able to reduce the labor involved in modifying the previous off-the-shelf product. This reduction in labor ended up saving the company 8% per yard compared to the old product.
Today, that company has increased their stock value by more than 16x since we began working with them. And it’s safe to say that our ability to help them cut costs and reduce margins was a factor in their growth.
Work Directly with Engineers
Certain industries require more than a simple 3D model to create a product. Many customers want to know that your products follow legal guidelines and requirements such as:
Quality
Functionality
Usability
Reliability
Safety
Packaging
Working directly with engineers will ensure that your product is designed to pass certifications. This level of communication with engineers is only offered through custom manufacturers.
Disadvantages of Custom Manufacturing
Custom manufacturing has many benefits. But it’s important to consider the disadvantages of custom manufacturing as well.
Longer Lead Times
The main benefit of mass-produced products is that they are sitting in a warehouse ready to be shipped out. Custom products don’t offer this same luxury.
Depending on the type of product, you may need to wait weeks, months, or even years for a product to be fully designed, developed, manufactured, and ready for shipping.
It’s important to keep in mind the fact that unique products require a long-term commitment. While it may take longer to start receiving your products, you can be assured that the longer timeframe will be worth it in the end.
Higher Costs (But Not Always!)
Custom manufacturers don’t have the luxury of walking into the factory, turning on a machine, and watching the products start rolling out.
Custom products are often produced in smaller batches. These smaller quantities mean that, between batches, the machines have to be reset and cleaned.
Smaller order quantities also mean that manufacturers can’t buy materials in bulk with the guarantee that they will be used any time soon.
Some months, certain products will be produced that require a specific material. Other months, that same material won’t be used at all.
So, the cost of the manufacturer having to use the additional time to reset machines between batches, buy smaller quantities of raw materials, and spend more time on product design and development is often passed down to the customer.
However, keep in mind that custom products don’t always mean higher costs. In many cases, the product you’re searching for doesn’t even exist on the market so there is no real way to compare costs.
Another reason why higher costs may not be applicable is if your company requires very large quantities of products. One of the main reasons for a higher cost is smaller batches, so if you are looking to be supplied with millions of the same product over multiple years then you may end up paying the same amount or less when compared to an off-the-shelf product.
Considerable Communication
Being able to go to a manufacturer’s website, add something to your cart, pay for it, and have it shipped directly to you is a great advantage. This experience is much different than what you can expect from a custom manufacturer.
You need to expect extensive communication between you and the manufacturer if you want a product developed. This may include meetings, factory visits, product testing, note-taking, and more.
Companies that cannot commit time to a potentially lengthy development process should consider using an off-the-shelf product.
Finding the Right Custom Manufacturer
What to Look For
Finding the right manufacturer to help you develop a new product can be tricky. But this shouldn’t scare you away.
Like working with any other business, it’s important to look around and compare your options. Depending on your industry, there may be 5 companies able to work with you or 500.
You should begin by gathering all your requirements before reaching out to potential manufacturers. This will save both parties time as you will be able to filter through company’s that cannot satisfy your needs before contacting them.
But, once you do begin to speak with companies and compare your options, you need to look out for the right signals. This can be done by asking a series of important questions.
Questions You Should Ask
Once you are in contact with a few companies that you believe could help you develop the right product, it’s important to ask the right questions.
Some basic questions include:
How long have you been in business?
This will tell you if they are a long-standing company you can trust.
How do you differentiate your company from others?
Find out what they do differently from the other companies you’re considering.
Have you manufactured products like what I’m looking for before?
While it’s likely that they haven’t manufactured your exact specifications before, you need to ensure that this is a space they’re comfortable in.
What does your custom design process look like?
Understanding the exact design process a company uses will help you to understand if working together will be an easy, beneficial process.
What issues do you see as a challenge to what we are hoping to achieve?
Many products will be smooth sailing from start to finish. But others will take difficulty if they are unlike anything currently on the market. You need to ensure the company is honest with you about the troubles that may arise with your project.
How long can I expect before production?
If you are in a time crunch, then this may be a very important factor to you. However, don’t let a long development time scare you away. It may be that they have a solid process in place for getting things right the first time.
What do your previous customers have to say?
Customer reviews are a great way to get feedback on what it is like working with a company. Keep an eye out for comments on customer service because it’s important that whichever company you choose is a pleasure to work with.
Can you send me a product you’ve manufactured before that is similar to what I’m looking for?
It’s always important to be able to get examples of previous work before deciding to work with someone. While they may talk the talk, receiving a product and being able to decide if it’s the quality you’re looking for is the only way to determine if they can walk the walk.
Questions They Should Ask
Asking the right questions is always important. But you should also expect to be asked important questions. If a manufacturer fails to ask you these questions, then that may raise a red flag:
What is the end goal of your product?
A good manufacturer will understand the different applications of their products. Finding out the end goal of your product may help them give you better recommendations.
What are the most important design aspects?
All design aspects are not equal. And they vary significantly between customers. So, a company must figure out what is important to you so that they can design a product accordingly.
What is your expected/required timeframe?
Manufacturers all work at different speeds depending on their process. They should be upfront and honest with you when estimating the time a project will take.
Conclusion
Whether you decide to work with a custom manufacturer or buy an off-the-shelf product, you need to make the decision that is best for your business. And, in many cases, the only option you have is to have a unique product developed for you.
It can be very daunting trying to choose the right manufacturer for your business. A wrong choice can potentially mean the loss of millions of dollars. So, take your time and weigh all your options.
Bouckaert Industrial Textiles has been a custom manufacturer of nonwoven felt fabric since 1988. And we have learned a lot over the years. But one of the main things we have discovered is that custom manufacturing is a people business. We are selling custom solutions to each customer. But more than that, we are selling the satisfaction of knowing your company has a unique product that will beat your competitors and help you position yourself as a leader in the industry.
The American economy would not be what it is today without outsourced manufacturing. But is it essential to the health of our industries?
What was once a cost-effective solution is now facing problems. Emerging regulation standards, longer lead times, rising shipping costs, and quality control issues are plaguing the global manufacturing industry. Whether you work with domestic manufacturers or not, sourcing decisions should be backed by careful analysis to avoid costly repercussions. Here is why staying in America can alleviate most issues concerning supplier relationships.
Keeping Manufacturing in America
Buying local is more than a transactional act of patriotism. And although the upfront cost may be higher, its best to remember that cheaper does not always mean better. In fact, according to a recent Thomasnet.com survey of manufactured goods buyers (given the current post-covid economy), over 83% of companies are looking to re-shore their supply chain within the next 3 to 6 months.
Here are the benefits of using a domestic manufacturer.
Higher Labor and Manufacturing Standards
Labor costs were the initial reason for the major trend in outsourcing that began in the later 1970s. Up until 2011, America witnessed millions of jobs move overseas to China. Today, we see a moving wage gap shrinkage between America and its foreign competitors every day (with global wages increasing by 20% year after year).
When addressing the issue of labor costs, you must consider the whole picture. High employee turnover associated with low labor wage costs typically results in low productivity. On paper, it looks mathematically sound to partner with an international manufacturer who makes a product for $4 an hour vs $20+ domestically. But the money saved will be tested by production rate issues associated with low labor costs. Not to mention the hassle of dealing with poor currency exchange rates.
In the United States, employers comply with the Fair Labor Standards Act (FLSA) enacted in 1938 as a federal guideline for reasonable working wages and conditions. As a business, protecting your brand by working with morally compliant manufacturers benefits your company’s reputation (and your conscience).
“On-shoring” is making an economic comeback with a newfound desire for locally sourced goods. At BIT, we carefully manufacture our industrial grade felt for industrial application according to SAE and ASTM mandated standards. We guarantee quality control, provide samples, and welcome plant visits (all facilitated by transparent communication without any time-zones to maneuver).
Supplier Relationship Opportunities
Fostering a long-distance relationship with your manufacturer can be tricky; differing time zones and language barriers can lead to costly communication issues. Proximity to your supplier reaps the benefits of quick response times, so if there is an issue, it can be addressed with little to no repercussions. You also have the personal touch of meeting face to face with your supplier, giving you the firsthand opportunity to oversee the facility and operations.
Building a rapport with your manufacturer can lead to growing business opportunities. Recently, we were able to produce and color match our Poly-Sonic acoustic panel felt for our sound abatement customer located on the west coast. From a plant visit, their supply chain team witnessed our production line firsthand. This key insight provided them with a new line of upholstered materials to match their current acoustic panel line.
Shorter Lead Times with Lower Shipping Costs
More companies have begun “re-shoring” jobs in the past ten years due (in part) to unreliable international shipping costs. Less than 1% of goods travel by air to the United States. 99% of the rest of all goods arrive here by container. It can take anywhere from 2 weeks to 2 months for product arrival by boat. If shipping wasn’t costly enough, COVID had only exasperated prices with considerable surges in container freight rates at the height of the pandemic. Just as we believed business was normalizing, incidents like the Suez Canal in March prompted a new price surge re-emphasizing the uncontrollable nature of overseas shipping. If that does not complicate things enough, extra add-ons to your overall cost include local tariffs, customs and duty taxes.
The cost of transporting goods from the point of sale ultimately adds up to time. Can you meet the demand of your customers with the given supply of your manufacturer within a proposed time-period? Unlike labor wage costs, quantifying international shipping can be tricky and lead to missed ship dates or, worse, missing inventory. There is little to no control over maritime trade. And without the proper regulations in place, it might as well be impossible to know when your shipment will arrive in adequate condition. Economic/geopolitical disruptions, competition with foreign markets, and weak currency further complicate getting your product to its end destination.
Domestic manufacturers can (potentially) bypass long lead times without the hassle of unwanted shipping costs, proving to be the most economical choice.
Tight Quality Control
Most companies partake in low-cost country resourcing to take advantage of available and cheap resources. With the added bonus of a low wage cost. But cut-down on operational expenses is easily disrupted by supply chain mishaps and unforeseen foreign barriers (geographical and political). As those are issues out of your control, the lack of quality control on product specs and regulations is slowly becoming a dangerous risk.
Knowing what could go wrong before it goes wrong should be detailed in advance to then formulate quality processes and policies relevant to your company. Minimizing overhead costs is appealing but can result in lower-quality materials managed by inexperienced workers leaving you with a not-so-great product.
This is not to say that every overseas manufacturer is a poor-quality choice. In recent years, international manufacturers have elevated production to mimic the standards and expertise of western principles. But most companies still fall short of properly executed quality policies and plans. With little to no insight into the production’s facility, relying on foreign companies to regulate in the name of your brand is risky. Good questions to ask yourself before engaging in business with any manufacturer (domestic or not) are:
Have they made this product before and under these regulations?
Not only have they produced them, but can they produce in mass production?
Are they able to ship to you on time?
Do they allow company quality checks?
We have worked with a handful of customers who have received acoustic panels from Chinese manufacturers with failure to test the finished product. Acoustic panels must pass a surface flammability test, testing both surface flame spread and smoke development (expressed as Flame Spread Index and Smoke Developed Index). You can read about our acoustic panel line with relative technical documentation here on our website.
To recertify the proper testing, the company chose to re-test the acoustic panels in-house upon arrival. Unfortunately for these clients, the quality control tests they were promised were never met, leaving the supplier and buyer at loggerheads over quality. After 3 months and threatened legal action, the refund from the supplier could not make up for robbed time and potential of a ruined reputation.
Diminish Risk with a Domestic Manufacturer
Like anything in life, you get what you pay for. And what you pay for has everything to do with overall product quality; from the sourced raw materials to the expertise of employees to the operational standards of the factory.
Localizing your choice of manufacturer places control back into your hands. And with a supply chain in sight, you can guarantee your company’s credibility all while promoting the local economy.
Interested in finding out if Bouckaert Industrial Textiles can help you re-shore your non-woven supply chain like we have so many others? Contact us today!
SAE industrial felt, or technical felt, is nonwoven wool felt used in technical applications. There are two methods of manufacturing industrial felt: wet felting or dry needle punch felting.
Technical felts are produced in a variety of thicknesses, densities, and compositions to meet a wide range of needs. The SAE, formerly known as the Society of Automotive Engineers, mandates the standards of measurements applied to nonwoven wool felts used in:
Gaskets
Dryer seals
Pads
Washers
Vibration Cushioning
Dust Shields
Acoustic Panels
At Bouckaert, we custom manufacture our SAE industrial felt using the needle punch method. Before discussing the differences between manufacturing methods, here are the characteristics of SAE felts and nonwoven wool felts in general.
Characteristics of Industrial Wool Felt
Felt is a versatile fabric explicitly engineered for high-pressure applications in specialized industries. With the natural benefits of using wool fiber (click here for our previous post on wool felt usages), here are some of the advantages to using industrial wool felt:
Maintains its physical properties as it wears
Highly absorbent and moisture-wicking (will seal out lubricants and oil)
Sound and vibration dampening
Does not ravel or fray
Resistant to wear and tear
Acts as a filtration system (gas and oil applications)
Excellent padding for moving parts in machinery
Natural fire-retardant properties
Industrial applications such as these require high levels of aversion to abrasion, oil and grease absorption, and wear and tear. To ensure the best application results, SAE felts are classified by their density, wool content, and durability.
Density: Each grade of SAE felt ranges from hardest to most pliable, the main differing characteristic between felt grades. The thickness of pressed wool felt is controlled by the amount of pressure or needling applied during the manufacturing process. The denser the felt, the better it will retain its shape against the physical environment.
Wool content: Each grade of SAE felt is (usually) a combination of raw wool fibers and polyester fiber but additional materials such as cotton, rayon/viscose, synthetic, or plant fibers can be used instead. These “filler” materials are added to create a particular characteristic to the final product that can not be achieved by wool and/or polyester alone.
Durability: During the manufacturing process, the more pressure/needling applied (we will get into this in the next segment), the denser the felt will be. Durability relies, in part, on the amount of densification.
To note, the color of SAE industrial felts will vary. Since the wool used is natural and undyed, there is no way to control color consistency from lot to lot. There are also strict tolerance requirements based on wool content and density combined. The shape of wool can change naturally (depending on temperature) or manually (from cutting the material); density and wool content need to be adjusted to consider tolerance issues.
The Differences in Manufacturing
Wet Felting VS Dry Needle Punch Felting
All technical felts are produced under the same specs; the difference lies in the manufacturing process. Despite these “technical” differences, both processes in making SAE grade felt start the same way.
The wool fiber is first cleaned and blended with any additional synthetic materials before the carding process. The carding machine disentangles and mixes the fibers together to create a uniform web, aligning the individual fibers into a singular direction. Several of these webs are layered in alternating directions on a machine called a cross-lapper to build-up to the weight of the desired finished felt. This layered material will be much thicker (and less dense) than the finished product as it has not been densified yet. This material is referred to as a batt.
Wet Felting
The wet felting manufacturing process is known as the more “traditional” way of producing nonwoven felts. It uses heat, moisture, and pressure to mat and densify the fiber together.
The batts are wetted with hot water and fed into a plate hardener. The plate hardener applies vibrational pressure to the wetted material using rollers to help the fibers interlock together. The hot water, added acid, and pressure eventually cause the batts to shrink down in size, creating the densely matted fibers of a pressed felt.
The wet felt is left with a sulfuric acid residue that is then neutralized in tanks filled with sodium chloride (soda ash) and warm water solution. Once the felt is neutralized, it goes through a refulling machine to smooth out any irregularities on the surface. The felt must then be dried either in a dryer or oven or hung and stretched in a drying room.
Needle Punch Method (Dry Needle Felting)
Here at BIT, we manufacture our SAE grade felts using the needle punch method. Needle punched SAE felt is marked with an “N” for “needled in the official designation (example F-7N). Here’s the difference in manufacturing:
As the name suggests, dry needle punch felting eliminates the use of moisture. Instead, the batts enter a needle loom; a precise machine that uses thousands of barbed needles mounted on a needle board to pierce the layered webs of fiber. The repeated punching of the needles entangles the fibers together to create the thick, dense felt.
Depending on the desired density, some needle punched SAE felts will then go through a heated press to further densify the material. Read more in-depth on the needle punch method here.
So Why Use Needle Punched Felt Vs A Pressed Felt for your SAE Needs?
The Pros and Cons of Needle Punched SAE Felt Vs Pressed SAE Felt
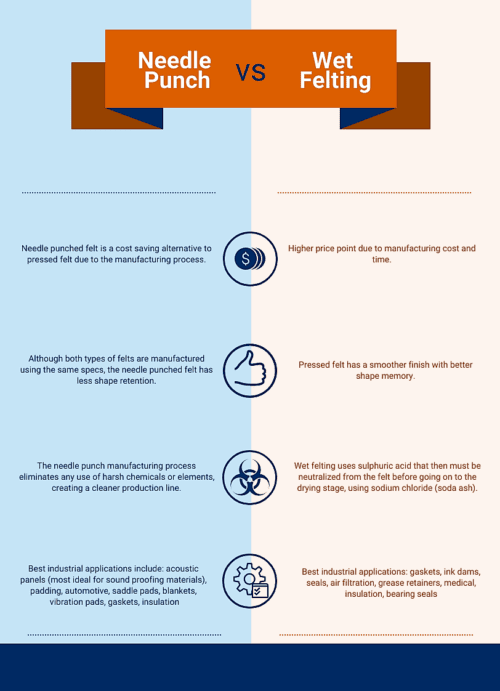
The use of chemicals in wet pressed felts gives the advantage of creating a smoother finish that allows the material to hold its shape better as it wears. The upside for needle punched felt is its economical and eco-friendly benefits; eliminating the use of harsh elements makes a cleaner production line that is more cost and time effective.
For exceptional sound insulation, needle punched felt is the go-to choice for acoustic paneling needs. But if there is one thing to remember when choosing between a wet felt or a needle punch felt, it is that both are produced under the same specs mandated by the SAE. The performance of needle punch felt is not compromised because of its manufacturing process.
Want to know how BIT can add value to your business by providing custom manufactured SAE grade industrial felts? Get in touch today!
One of the hottest trends in office furniture and interior design is the rise of polyester (PET) acoustic panels. The use of these panels is growing significantly in markets such as construction, retrofits of existing offices, and other commercial and public spaces.
Over the past 3 years, polyester acoustic panels have seen a massive upsurge in demand. This is due, primarily, to their flexibility in color, form, and ease of use when compared to traditional fiberglass acoustic panels. Fiberglass panels can cause irritation and air contamination due to the chemicals they sometimes contain in their binders.
The industry has quickly adopted these panels whether being used as desk dividers, light fixtures, hanging sound baffles, wall-mounted art, or any number of other uses. But what exactly are polyester acoustic panels? How are they made? What should you look for in a quality product or a vendor? We answer all of these questions and more.
How are polyester acoustic panels made?
To understand the challenges that arise on the quality front, you first have to understand how polyester acoustic panels are made.
1. Define the desired outcome
The process to create a finished acoustical panel starts with determining what characteristics we want the finished panel to have. We can affect acoustical curves (NRC), stiffness, surface texture, or color by changing the fiber material or size, product density or thickness, or manufacturing processing of our finished panels. Each variable lets us dial in the ideal finished characteristics. Our standard Poly-Sonic panels are comprised of recycled polyester fiber and special lower melting point polyester fiber.
2. Manufacture the needle punch felt
Next, we start the manufacturing process. Every polyester acoustic panel starts out life as a nonwoven, needle punch felt. This felt is similar to the felt kids make craft projects out of, but much thicker and denser!
We begin by taking raw fiber and turning it into a “web”. We then build density and surface characteristics by adding batts and needling the material together. The repeated needling that the felt receives is one of the keys to creating a stiff panel while maintaining a super smooth-surfaced panel. From this process, we create a “master roll” of felt. For a more detailed description of how needle punch felt is made, check out this link.
3. Heat-setting
The felt moves to the heat-setting machinery following the creation of the master roll. This could be a mold for 3d shaped panels or some form of flat pressing system. This process changes the material from a roll of flexible felt to a stiff polyester acoustic panel.
When heat hits the polyester fibers, they melt and flow like a liquid thermo-plastic. Fibers like these are specially designed to have a low melt point. As this material cools, it turns back into plastic but is now spread throughout the felt, attached to all the fiber around it, and (with the assistance of the needling) creates the stiffness of the finished acoustic panel.
The heat-setting process is one of the most difficult to perfect. This is because the material will shrink three-dimensionally while being heated. And any imperfections in needling will create very obvious surface defects.
4. Cutting
The final manufacturing step is to cut the panels to their final dimensions or shape. Most architects and interior designers need tolerances of +/- 1/8th of an inch. Some elaborate designs require tighter than +/-1/16th of an inch. This would normally favor a die-cutting process but in many cases, the variety of shapes and rectangular dimensions needed would make this cost-prohibitive. Only with extremely precise cutting tools such as CNC machinery using oscillating blades, lasers, or waterjet cutting can near-perfect acoustical panels be cut every time.
What quality attributes should you look for when assessing polyester acoustic panels?
There are several factors to consider when determining whether a polyester acoustic panel is of top quality.
Uniformity
Is the first panel just like all the others and, also as important, is each individual polyester acoustic panel consistent within itself?
One of the key giveaways of an inconsistent process is that one panel does not look like the next. When dealing with large-scale projects, even minor consistency problems can stand out when looking from panel to panel or from one section of a panel to another. Unfortunately, due to the nature of the panel manufacturing process, it is impossible for panels to be exactly identical, but the closer they are, the better.
Blending
The distribution of colors in a panel is one of the first things to stand out. Many panels have a “heathered” look to them. This comes from blending two or more colors of fiber together. Do you see clumps color? Or is everything evenly spread out?
Thickness
Another one of the most noticeable attributes comes when comparing the thickness of different panels. When placing panels next to each other on a wall or in a line of desk dividers, check to see if the panels are of different thicknesses.
The thickness of each acoustic panel is one of the major drivers of its acoustical absorption capability. Thicker is better!
Stiffness
Many applications for acoustic panels, such as desk dividers, require very stiff panels. Make sure to check if the panels stiff enough for your use. Is each panel consistently stiff? This could be from one corner to another or from one surface side to another.
Many manufacturers struggle with getting enough heat all the way through the panels to fully activate the low-melt fiber. This is especially true on thicker panels. Often, an inferior panel will have a softer center and two harder surface faces when you look at the panel from the side. When this happens, the panels tend to not hold mounting bolts or hardware as well and also tend to collapse and bend easily when held from only one side. This usually destroys the panel by creating unwanted wrinkles on the surface.
Acoustic Certifications (ASTM C423)
Polyester acoustic panels have many uses, but as the name implies, “acoustic” tends to be the key attribute for many applications. All panels should have an NRC value, and most “standard” specifications will.
Where this gets tricky is when comparing panels from different vendors that look the same but have vastly different ASTM C423 results. Logic says that the higher number is better, right? Well, not quite…
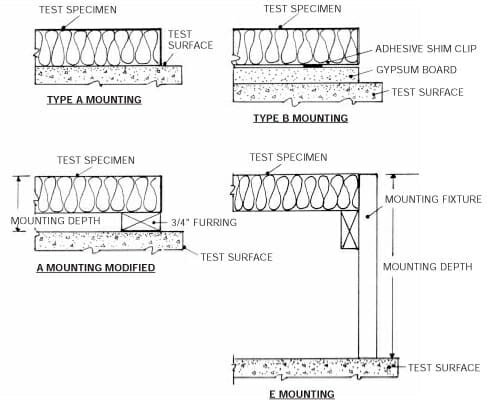
There are different variations of the ASTM C423 test. These range from “A” mount where the acoustic panel is placed directly against a cement floor (and will have a lower NRC number) to “E Mount” where the panel is suspended several inches in the air (and the NRC number will be higher). It isn’t wrong for a vendor to use “E” mount test data, but make sure you compare apples to apples when comparing!
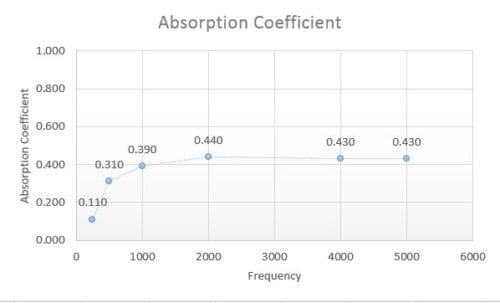
As a secondary note for ASTM C423 testing that produces an NRC value, keep in mind that NRC is an average of performance at different frequencies. If you have specific acoustical profiles or sound frequencies that you need to target, then make sure you look at the charts to compare performance at your specific frequency.
The acoustical curve of BIT’s Poly-Sonic 45 (9mm thick) acoustical panel using ASTM 423 A-mount. Note the different absorption coefficients at different frequencies. NRC: 0.30
Flame and Smoke Certifications (ASTM E84)
The ASTM E84 certification uses a combination of a flame spread and smoke generation test. It is one of the most important certifications for applications that are considered “building materials”. Depending on your application, you may not require this certification, but most suppliers will have their acoustic panels tested to this specification.
There are several results possible all resulting from the flame spread portion of the test. The generally accepted standard is “Class A” and, if your application requires this test then be sure to look for this.
One word of caution here, not all ASTM E84 tests or testing labs are equal. Many of our customers are wary of using unknown foreign laboratory results for good reason. We have heard some horror stories about vendor-provided laboratory results looking good but when independently tested their panels fail miserably.
Due to the moral values and legal penalties involved in failing this test, most of our customers will conduct their own testing using a US certified lab. We recommend that you do the same if you do not personally know the lab that conducted the testing.
What to look for in a vendor
Now that we have reviewed the critical parts of a quality panel, it is easier to identify what to look for (and what we strive to be!) in a vendor as well. For many customers, being able to provide a consistent, high-quality panel is paramount and all-encompassing. Other normal vendor characteristics to inquire about are minimum order quantities, lead times, and, of course, price. However, there are a few other factors to consider that not every PET acoustic panel vendor can provide.
First is the ability to customize. The market is becoming flooded with 9mm thick panels that look, feel, and perform pretty similarly. But your company might require a distinct acoustical performance curve, custom color options, or different thicknesses. Finding a supplier who can work with you to provide the exact product you need isn’t always needed, but be sure to review your requirements and make sure the company you are working with can handle them.
Another often overlooked aspect of vendor capability is someone you can build a relationship with. Maybe you are in a bind and need an order shipped early. Or you are stuck with a whole truckload of panels after a customer backed out of a deal. Is your vendor willing to take them back no questions asked? Finding a company that you can work with is often worth paying a bit more when they save you headaches down the road!
Bouckaert Industrial Textiles tries to meet all of our customer’s needs from minimum order quantities, to lead time, to price, to customization and relationship. Our Poly-Sonic polyester acoustic panels are designed and manufactured entirely in the USA.
Have questions or want to learn more about us? Contact us today!
What is needle punch felt? When most people think of textiles, they think of products like shirts, jeans, and blankets. But the world of fabric goes far beyond clothing and blankets. Textiles are used to make everything from the seatbelts in your car to acoustic panels or desk dividers in your office to the blue medical PPE masks that everyone has become used to in 2020.
Most of the fabrics you encounter each day are woven or knit (think of those warm blankets your grandma knitted for you as a kid). Even most of your shirts are made this way except they use much thinner fibers. If you look closely at the clothes you are wearing, then you will likely see a very small grid pattern.
But a large portion of the fabric that we encounter every day is made using “nonwovens”. As the name suggests, nonwoven felt is made by joining fibers through methods other than weaving such as by using needle entanglement, heat, moisture, or pressure to hold the fibers together.
One of the most well-known types of nonwoven is children’s craft felt. Remember that colorful fabric you used to make your art projects? That is made using a nonwoven construction technique called “cross-lapped needle punch” or more simply “needle punch.”
Needle punching is one of the methods used for making a nonwoven felt. This involves taking loose fibers and “needling” them together using a needle loom full of barbed needles to force the fiber to push through and entangle itself. It is also one of the types of nonwoven that Bouckaert Industrial Textiles specializes in producing.
What Applications is Needle Punch Felt Used For?
Beyond craft felt, needle punch felt has many uses, often in highly technical applications. Some of the most common uses are:
Soundproofing
Acoustic panels and baffles
Filtration
Equestrian saddle pads
Office and desk dividers
Padding for vehicle sun visors
Molded automobile headliners and trunk liners
High-performance thermal insulation
Vibration isolators
Mattress pads
Synthetic soil growing media
Under-carpet
Gasketing
How Is Needle Punch Felt Made?
Design:
The process for making needle punched felt begins with determining the final use for the felt and what properties it needs. Depending on whether the goal is to create a thermal “heat shield” or under carpet padding or filtering COVID19 particles out of a house filtration system, will create very different needs for how an engineer will create a product.
For any type of nonwoven, including needle punch felt, this process starts with fiber selection. Different fibers have different characteristics that provide different traits that can help with different requirements and can potentially be combined in different percentages to create even more capabilities in the finished felt.
Once the desired fibers have been chosen, other specifications such as weight per sq yard, thickness, surface texture, and many other factors must be determined to achieve the optimal product for the end-user.
Construction:
Once all of the design engineering has been determined, the construction of the felt starts with large bales of loose fiber. These fibers can be synthetic like polyester, nylon, acrylic, rayon, or fiberglass, or they can be organic like wool, cotton, or alpaca.
These bales of fiber must then go into machines called bale breakers. These machines break the compact bale of fibers apart so that they are easier to process.
Many felts involve mixing different types of fiber together in order to get the desired outcome. This is done by carefully weighing the fiber that goes from the bale breakers into the next step of the process, blending and carding to achieve the correct % of the blend.
The breaking up and mixing of fiber is done at carding. Carding works by feeding loose beds of fiber into large wired rollers. This wire works to separate each strand of fiber, mix and blend the components together and orient the fiber in a single direction.
The fiber exits the carding machine in the form of a web. This webbing is similar to the fake spider webs you see around Halloween time and resembles the consistency of cotton candy. It is the first time the fiber looks like a fabric but, just like cotton candy, this material has very little strength to it.
This webbing is laid onto a conveyor belt which carries the web to a cross-lapper. The lapper folds each thin layer of webbing over itself which provides weight and thickness to the finished felt. The number of layers depends on the target thickness and weight of the finished product.
After the lapper, the layers of webbing will enter the needle loom. This is where needle punch felt gets its name.
A needle loom is a precise machine that uses barbed needles mounted on a needle board to pierce the layered web of fiber. The needle boards punch the fibers at a rate of 600-2,000 punches per minute. This repeated punching of needles entangles the fibers together which creates a strong bond. Needle looms can be “in-line” or “off-line.”
This is the end of the felt-making process for some felts. But others go on to receive different finishing treatments such as additional needling or adding more layers of felt to build density, heat treating, calendaring, singeing, and laminating. Some felts also get combined into composite layers with other felt, foam, rubber, or other materials. Here is a quick video of an “off-line” needle loom that is further entangling (or densifying) a piece of felt.
Whether creating an automotive heat shield, an acoustic panel, an industrial felt for gasketing, or any other needle punch nonwoven. Bouckaert Industrial Textiles is here to help you engineer the best product to meet your needs. If you think that a nonwoven felt might be the right choice for your application or have any other questions, then contact us today!